How to Achieve Perfect Dry Turning of Stainless Steel Stand Mixer Bowls Without Warping?
How to Achieve Perfect Dry Turning of Stainless Steel Stand Mixer Bowls Without Warping?

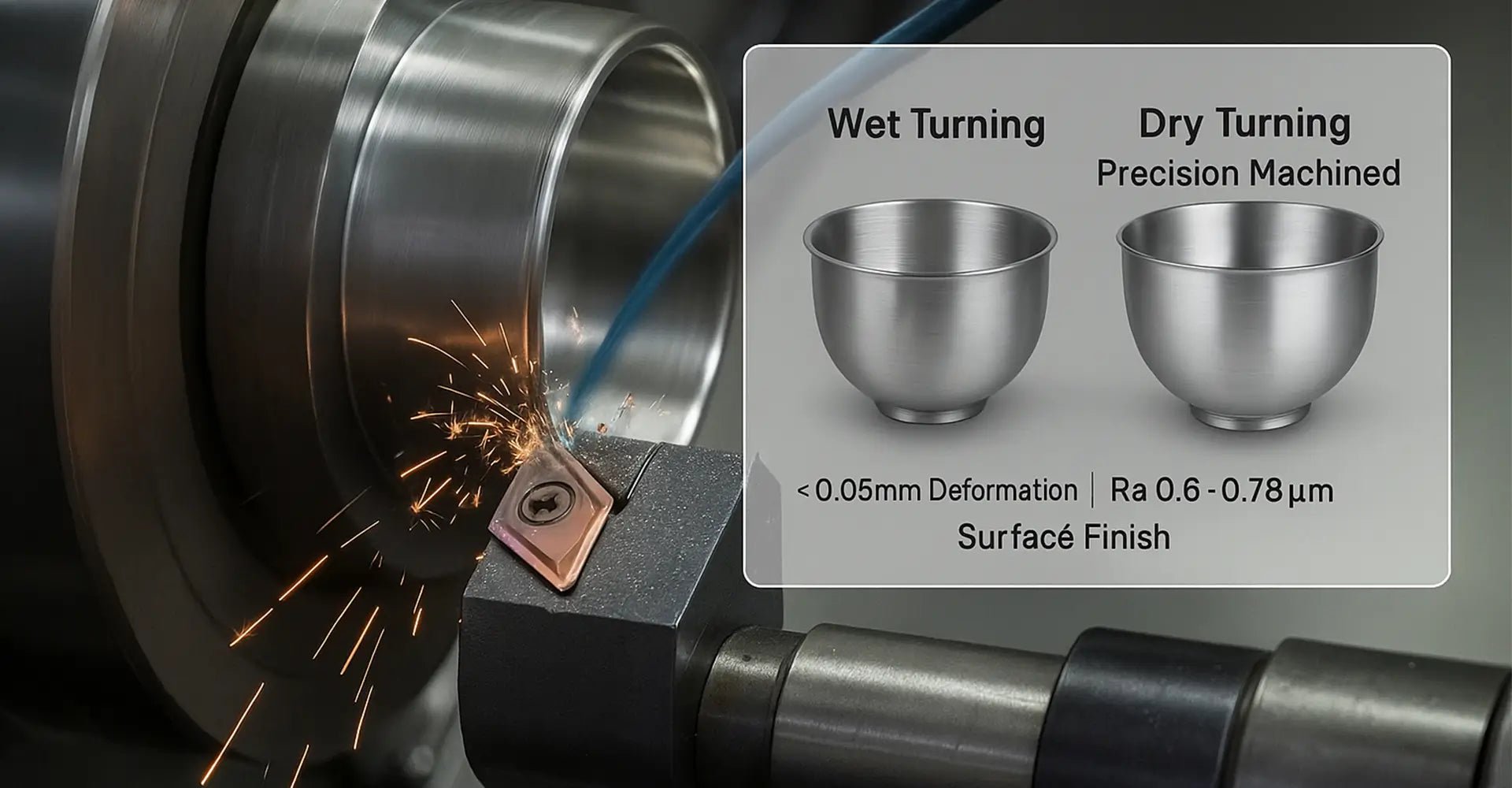
Stand mixer bowl manufacturers face a critical challenge: achieving precision machining without costly warping defects. Traditional wet turning methods often result in 0.15-0.25mm deformation, leading to rejected parts and production delays. However, advanced dry turning stainless bowl techniques can deliver superior results with minimal deformation while reducing operational costs by 25%.
Quick Answer: Yes, you can machine thin-wall stainless steel bowls with zero warping using dry turning. The key lies in AlCrN-coated inserts, precise air cooling, and optimized cutting parameters at 150m/min speeds. This approach achieves Ra 0.6-0.78μm surface finish while maintaining deformation under 0.05mm.
This comprehensive guide reveals the exact methods, tools, and parameters needed to master dry turning of stainless steel bowls. From insert selection to workholding strategies, we'll cover every aspect that separates successful manufacturers from those struggling with quality issues. Whether you're working with kitchen appliances or industrial components, these techniques will transform your machining results.
Table of Contents
- Why Do Thin-Wall Stainless Steel Bowls Warp During Machining?
- Which Tools and Coatings Deliver Best Results for Dry Turning?
- What Cutting Parameters Prevent Deformation at High Speeds?
- How to Achieve Ra 0.8 Micron Surface Finish Without Coolant?
Why Do Thin-Wall Stainless Steel Bowls Warp During Machining?
Thin-wall stainless steel components, particularly stand mixer bowls, present unique machining challenges due to their low rigidity and high thermal expansion coefficient. When cutting forces and heat generation exceed the material's ability to maintain dimensional stability, stand mixer bowl deformation becomes inevitable. Therefore, understanding these failure mechanisms is crucial for developing effective solutions.
Root Causes of Bowl Warping:
- Heat buildup exceeding 250°C in wet turning
- Cutting forces creating harmonic vibrations
- Uneven material removal causing stress concentration
- Poor workholding allowing deflection during cuts

The primary culprit behind bowl deformation is excessive heat generation during the cutting process. Traditional flood coolant systems create thermal shock, causing rapid temperature fluctuations that stress the material structure. Furthermore, thin wall stainless steel machining requires special attention because sections typically measuring 1.5-2.5mm thick lack the mass to absorb cutting forces effectively. This results in vibration-induced chatter marks and dimensional instability. Research shows that maintaining workpiece temperature below 110°C significantly reduces thermal expansion-related warping. Additionally, the austenitic structure of 304 stainless steel becomes more ductile at elevated temperatures, making it prone to plastic deformation under cutting loads.
Which Tools and Coatings Deliver Best Results for Dry Turning?
Tool selection represents the cornerstone of successful dry turning operations. Without coolant to manage heat and chip evacuation, insert geometry and coating technology become critical factors in achieving consistent results. Moreover, the right tool combination can make the difference between success and failure in challenging applications.
Best Tool Configuration:
- AlCrN-coated inserts with 800°C thermal stability
- 55° diamond geometry for reduced cutting forces
- 0.02mm T-land preparation for edge strength
- Positive 6° rake angle for efficient chip formation

AlCrN coated inserts provide superior performance in dry machining applications due to their exceptional oxidation resistance and low friction coefficient. This coating forms a protective aluminum oxide layer at elevated temperatures, preventing diffusion wear that commonly destroys uncoated tools. The 55° diamond insert shape minimizes radial cutting forces while maintaining adequate included angle strength. Proper edge preparation through micro-honing creates a controlled radius that prevents premature edge chipping while maintaining sharp cutting action. For manufacturers working with various CNC metals and plastics, these coated inserts offer versatility across multiple material families. The coating's hardness of 3200 HV combined with excellent adhesion properties ensures consistent performance throughout extended production runs.
What Cutting Parameters Prevent Deformation at High Speeds?
Achieving the sweet spot of 150m/min cutting speed requires precise parameter optimization. Too aggressive, and you'll generate excessive heat; too conservative, and you'll miss the productivity benefits of high-speed machining. Consequently, finding the right balance demands systematic approach and careful testing.
Optimal Parameters for Zero Deformation:
- Cutting speed: 150m/min (constant surface speed)
- Feed rate: 0.1mm/rev for finishing passes
- Depth of cut: 0.3mm maximum per pass
- Tool path: Climb milling with spring passes
The 150m/min cutting speed represents the optimal balance between tool life and surface quality for dry turning 304 stainless steel applications. At this speed, the cutting temperature reaches the ideal range where the material softens slightly, reducing cutting forces while maintaining dimensional accuracy. The controlled feed rate of 0.1mm/rev ensures consistent chip thickness, preventing the irregular chip formation that leads to surface roughness variations. Multiple light passes (0.3mm depth) distribute heat generation over time, allowing natural cooling between cuts. Professional CNC turning operations benefit from this approach because it minimizes thermal stress accumulation in the workpiece. Additionally, the climb milling direction reduces burr formation and provides better surface finish compared to conventional milling.
How to Achieve Ra 0.8 Micron Surface Finish Without Coolant?
Surface finish quality in dry turning depends on three critical factors: tool edge condition, vibration control, and proper chip evacuation. Achieving Ra 0.8 micron finish values requires attention to each element while maintaining process stability. Furthermore, consistent results demand systematic control of all variables affecting surface generation.
Surface Finish Success Formula:
- Micro-edge preparation: 15° honing angle
- Vibration damping: Tuned tool holders with mass dampers
- Air cooling system: 15 bar pressure for chip removal
- Workholding rigidity: Vacuum chucks with O-ring support

The key to superior surface finish lies in eliminating the microscopic irregularities that create roughness peaks. Micro-honed tool edges with 15° included angles create a controlled cutting action that shears material cleanly without tearing. Vibration control through dynamically tuned tool holders eliminates chatter frequencies that would otherwise create periodic surface marks. High-pressure air systems (15 bar minimum) provide dual benefits: immediate chip evacuation prevents re-cutting, while directed airflow provides localized cooling at the cutting zone. Achieving excellent surface finish results requires maintaining consistent feed rates and ensuring proper tool geometry throughout the cutting process. The combination of these factors enables manufacturers to achieve mirror-like finishes that meet the stringent requirements of food-grade applications.
Conclusion
Dry turning of stainless steel stand mixer bowls offers significant advantages over traditional wet machining methods. By implementing AlCrN-coated tools, optimized cutting parameters, and proper workholding techniques, manufacturers can achieve superior dimensional accuracy with deformation under 0.05mm while maintaining surface finish quality below Ra 0.8 microns. The 25% cost reduction through eliminated coolant systems provides additional economic benefits that justify the initial investment in specialized tooling and equipment. These techniques represent a proven path to manufacturing excellence in precision machining applications.
External Links Recommendation:
[dry turning][^1]
[thin wall stainless steel machining][^2]
[AlCrN coated inserts][^3]
[Air cooling system design guidelines][^4]
[Surface roughness measurement standards][^5]
---
[^1]: Learn about dry turning techniques and their benefits, such as reduced coolant usage and improved environmental impact in machining.
[^2]: Explore this resource to learn effective techniques and tips for machining thin wall stainless steel, enhancing your manufacturing processes.
[^3]: Discover the advantages of AlCrN coated inserts, including improved tool life and performance in various machining applications.
[^4]: Learn about crucial design guidelines for air cooling systems to improve performance and reliability in various applications.
[^5]: Understand the latest standards for measuring surface roughness to ensure quality and compliance in manufacturing processes.





{kind=link}
Hello pals!
I came across a 166 awesome platform that I think you should explore.
This site is packed with a lot of useful information that you might find valuable.
It has everything you could possibly need, so be sure to give it a visit!
https://nighthelper.com/tech-savvy-teaching-how-modern-tools-are-transforming-environmental-education/
Furthermore remember not to neglect, everyone, which one at all times are able to within this particular piece locate responses to address the the absolute complicated queries. Our team tried to present all of the data using the most most understandable way.