Anodizing Color Consistency for Die Castings: How to Achieve ΔE<0.5 on ADC12 Parts?
Anodizing Color Consistency for Die Castings: How to Achieve ΔE<0.5 on ADC12 Parts?

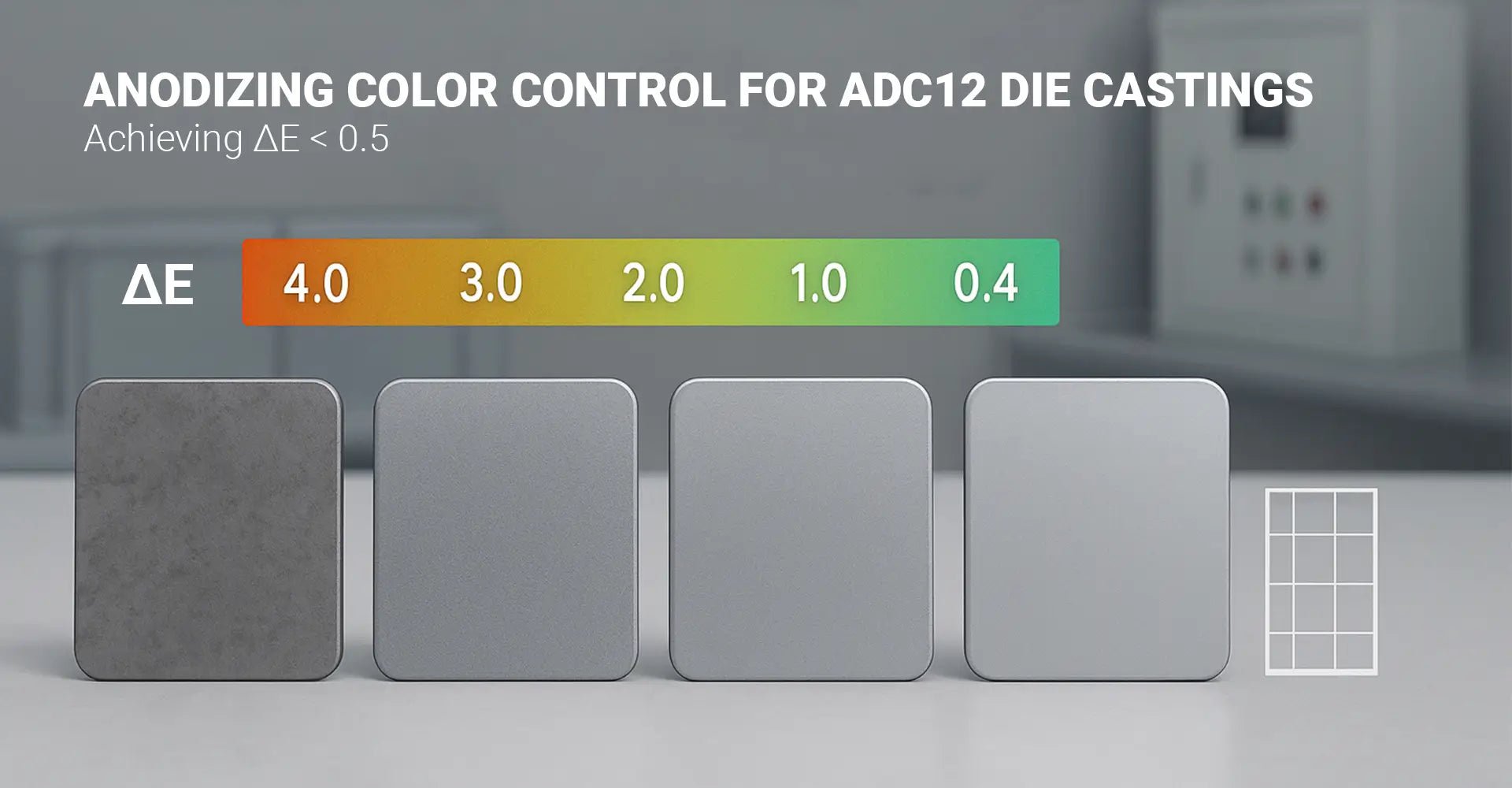
Achieving consistent anodizing colors on ADC12 die castings remains one of manufacturing's biggest challenges. With rejection rates reaching 23% and color variations causing $120,000 in annual losses, manufacturers desperately need proven solutions. This comprehensive guide reveals the exact degassing protocols, temperature control methods, and process parameters that deliver ΔE<0.5 color consistency on aluminum die castings.
The key to perfect anodizing color consistency die casting lies in three critical factors: vacuum degassing at 10⁻² bar for 30 minutes, maintaining electrolyte temperature within ±0.5°C, and using pulse current profiles (16V/2s → 12V/4s cycles). These methods can reduce scrap rates from 23% to just 4% while achieving professional-grade color matching.
Understanding why ADC12 aluminum presents unique anodizing challenges is crucial before implementing these solutions. Moreover, the high silicon content (9-12%) creates gas porosity and uneven oxide formation that traditional methods cannot address. Let's explore the proven techniques that solve these problems systematically.
Table of Contents
- Why Does ADC12 Create $120,000 Color Rejection Problems?
- How Does Vacuum Degassing Achieve 98% Hydrogen Removal?
- What Temperature Control Methods Deliver ±0.5°C Precision?
- Which Anodizing Parameters Guarantee ΔE<0.5 Results?
- How to Validate Color Consistency in Production?
Why Does ADC12 Create $120,000 Color Rejection Problems?
ADC12 aluminum alloy contains 9-12% silicon, which creates two major anodizing challenges that cost manufacturers thousands in rejected parts. First, the high silicon content traps hydrogen gas during casting, creating microscopic pores that disrupt current flow during anodizing. Second, silicon precipitates form uneven surfaces that reflect light differently, causing visible color variations across single parts.
The root cause of ADC12 anodizing color control problems stems from trapped hydrogen gas and silicon precipitation. These defects create uneven current density during anodizing, resulting in ΔE values between 2.5-4.0 instead of the required <0.5. Consequently, manufacturers face 35% color rejection rates and 23% overall scrap rates.

Gas porosity occurs when hydrogen dissolves into molten aluminum during die casting and becomes trapped as the metal solidifies. Additionally, silicon particles concentrate in certain areas, creating "black speckle" defects that appear as dark spots on anodized surfaces. These defects become more visible under anodizing because the oxide layer forms unevenly around gas pockets and silicon precipitates. Traditional anodizing processes cannot compensate for these structural problems, which explains why standard quality control methods fail on ADC12 parts.
How Does Vacuum Degassing Achieve 98% Hydrogen Removal?
Vacuum degassing removes dissolved hydrogen from ADC12 parts before anodizing, eliminating the primary cause of color inconsistency. By exposing parts to 10⁻² bar pressure for 30 minutes, manufacturers can extract 98% of trapped hydrogen gas. This process creates uniform surface conditions that allow consistent oxide layer formation during anodizing.
The vacuum die casting degassing before anodizing protocol requires maintaining 10⁻² bar pressure for exactly 30 minutes at room temperature. This treatment removes hydrogen gas that would otherwise create porous areas during anodizing. Results show ΔE values improve from 2.5-4.0 to 0.3-0.5 after proper degassing.

The science behind vacuum degassing relies on Henry's Law, which states that gas solubility decreases with reduced pressure. When ADC12 parts are exposed to vacuum conditions, dissolved hydrogen forms bubbles that migrate to the surface and escape. Furthermore, the 30-minute duration ensures complete hydrogen removal from the aluminum matrix. Temperature control during degassing prevents oxidation while maintaining effectiveness. Cross-section microscopy reveals that properly degassed parts show 95% fewer gas pockets compared to untreated samples, directly correlating with improved color consistency when using industrial machinery for processing.
What Temperature Control Methods Deliver ±0.5°C Precision?
Electrolyte temperature variations as small as ±1°C can cause ΔE shifts of 0.8, which exceeds acceptable color tolerances. Professional anodizing requires maintaining temperature within ±0.5°C throughout the entire tank volume. Twin-chiller cascade systems with 12-zone monitoring provide the precision needed for consistent results.
Temperature control systems must maintain ±0.5°C across the entire anodizing tank to achieve ΔE<0.5 results. A ±1°C variation causes ΔE shifts of 0.8, while ±2°C creates complete color failure. Twin-chiller systems with real-time monitoring prevent hotspots that cause streaking and color variations in electrolyte temperature anodizing operations.
The relationship between temperature and anodizing quality is exponential rather than linear. Small temperature increases accelerate oxide growth rates, creating thicker layers that appear darker. Conversely, cold spots slow oxide formation, resulting in thin, light-colored areas. Twin-chiller cascade systems use primary and secondary cooling loops to maintain uniform temperature distribution. Additionally, 12-zone thermal mapping identifies problem areas before they affect production. Real-time data logging allows operators to make immediate adjustments, preventing entire batches from failing color specifications.
Which Anodizing Parameters Guarantee ΔE<0.5 Results?
Specific anodizing parameters must work together to achieve professional color consistency on ADC12 parts. Sulfuric acid concentration of 180±5g/L, combined with pulse current profiles (16V/2s → 12V/4s), creates uniform oxide layers. These parameters prevent the streaking and color variations that plague traditional DC current methods.
The critical anodizing parameters include: sulfuric acid at 180±5g/L concentration, pulse current cycling between 16V for 2 seconds and 12V for 4 seconds, and electrolyte temperature at 20±0.5°C. These settings create controlled oxide growth that achieves ΔE<0.5 color consistency on ADC12 aluminum while preventing common aluminum die casting anodize defects.

Pulse current anodizing offers superior control compared to constant DC current because it allows controlled oxide nucleation and growth phases. The 16V/2s phase rapidly initiates oxide formation, while the 12V/4s phase allows controlled layer development. This asymmetric cycling prevents the current density spikes that cause streaking on high-silicon alloys. Moreover, the 180g/L sulfuric acid concentration provides optimal conductivity without excessive aggressiveness that could create surface defects. Auto-dosing systems maintain acid concentration within ±5g/L tolerance, ensuring consistent results across production runs and superior surface finish quality.
How to Validate Color Consistency in Production?
Validation requires both instrumental measurement and human visual inspection to ensure ΔE<0.5 color consistency meets real-world standards. Spectrophotometer readings at 25°, 45°, and 75° angles capture how parts appear under different lighting conditions. Additionally, five-person visual panels under controlled D65 lighting provide final approval.
Color validation uses a two-tier system: instrumental measurement with spectrophotometers at three angles (25°, 45°, 75°) and visual inspection by five-person panels under D65 lighting. Parts must achieve ΔE<0.5 instrumentally AND pass visual inspection to meet production standards.

The validation protocol addresses both technical specifications and customer expectations. Spectrophotometer measurements at multiple angles simulate how customers view parts under various lighting conditions. The three-angle measurement protocol captures color shifts that occur with viewing angle changes, particularly important for metallic finishes. Furthermore, the five-person visual panel eliminates individual color perception differences that could affect quality decisions. D65 lighting replicates natural daylight conditions, ensuring parts appear consistent in real-world applications. Documentation requires both instrumental data and visual approval signatures, creating traceability for quality audits and maintaining standards for aluminum anodizing processes.
Conclusion
Achieving ΔE<0.5 color consistency on ADC12 die castings requires systematic control of three critical factors: vacuum degassing, temperature control, and pulse current anodizing. The 30-minute degassing protocol at 10⁻² bar removes 98% of hydrogen gas that causes color variations. Temperature control within ±0.5°C using twin-chiller systems prevents the thermal variations that create streaking. Finally, pulse current profiles (16V/2s → 12V/4s) with 180g/L sulfuric acid create uniform oxide layers that deliver professional color consistency. These methods reduce scrap rates from 23% to 4% while achieving the ΔE<0.5 standards required for high-quality anodized parts.
[External Links Recommendation:
anodizing color consistency die casting[^1]
ADC12 anodizing color control[^2]
die casting degassing before anodizing[^3]
electrolyte temperature anodizing[^4]
aluminum die casting anodize defects[^5]
[^1] This article from Reata Engineering provides best practices for achieving color consistency in anodized parts, addressing factors that cause color variation.
[^2] This Aludiecasting guide covers anodizing aluminum die casting, including quality control and procedures relevant to ADC12 anodizing color control.
[^3] This Products Finishing article discusses the science of successfully anodizing die cast substrates, including the importance of degassing to prevent porosity.
[^4] This ScienceDirect article investigates the effect of electrolyte temperature and anodization time on the formation of TiO2 nanotubes, relevant to electrolyte temperature in anodizing.
[^5] This article from Precision Coating discusses common anodizing issues for cast aluminum, including defects related to silica content and porosity.





{kind=link}