Even at Just 20 Pieces, Can You Really Get Production-Level Pricing on Low Volume 5 Axis Machining?
Even at Just 20 Pieces, Can You Really Get Production-Level Pricing on Low Volume 5 Axis Machining?
If you have ever quoted a small batch of precision parts, you already know the frustration. The machinist comes back with a price that seems shockingly high — especially when you only need 20 pieces. You wonder: is this normal? Am I just being punished for ordering a small quantity?
The answer is: yes, small batches are penalized — but only if your supplier is using the wrong fixturing approach. There is a smarter way. And it can cut your per-part cost by more than half, even on a batch as small as 20 pieces.

Quick Answer — What You Need to Know Right Now: Tombstone fixturing loads 10 to 20 parts onto one fixture block. The machine runs them all in a single unattended cycle. One setup fee is split across every part. Result: up to 55% lower per-part cost, even at low quantities. This is how low volume 5 axis machining delivers production-level pricing on small runs.
So how does this actually work — and how do you know if your parts qualify? Let us walk through the full picture, step by step.
Table of Contents
- Why Does Low Volume 5 Axis Machining Always Feel So Expensive?
- What Exactly Is a Tombstone Fixture — And How Does It Work?
- How Does Tombstone Fixturing Actually Cut Your Per-Part Cost?
- Is Your Part a Good Candidate for 5 Axis Tombstone Fixturing?
- Conclusion & Checklist
Why Does Low Volume 5 Axis Machining Always Feel So Expensive?
Small batches on a 5-axis machine carry a heavy hidden tax. That tax has a name: setup cost. And understanding it is the first step toward beating it.
Every time a machinist sets up a 5-axis job, they spend time mounting the part, indicating the datum, writing or loading the program, and running a test cut. This process easily takes 60 to 90 minutes per job — regardless of whether they are making 1 part or 100 parts. That time gets billed to you as a fixed setup fee, typically $500 to $900 per job.
Here is the brutal math: A $800 setup fee on a single part = $800 setup cost per part. Spread that same $800 across 20 parts = $40 per part. The machine time stays the same. Only the quantity changes — but the impact on your unit price is enormous.
This is why procurement managers often feel that 5-axis work is simply "too expensive" for low quantities. But the real problem is not the machine. It is the fixturing strategy. Traditional vise fixturing holds one part at a time. So the operator loads, indicates, and clamps — then repeats the entire process for every single part. Furthermore, with one part clamped at the center of the table, the rest of the machine's work envelope sits completely empty. You are paying for a large, powerful, expensive machine — and using only a fraction of its capacity. That is where tombstone fixturing 5 axis comes in as a game-changer.
The good news is that this is a solvable problem — not an industry limitation. The solution does not require a larger order. It requires a smarter fixture. Specifically, it requires a tombstone.
What Exactly Is a 5 Axis Tombstone Fixture — And How Does It Work?
Before you can demand better pricing from your supplier, you need to understand the tool that makes it possible. The tombstone fixture is straightforward — but its impact is significant.
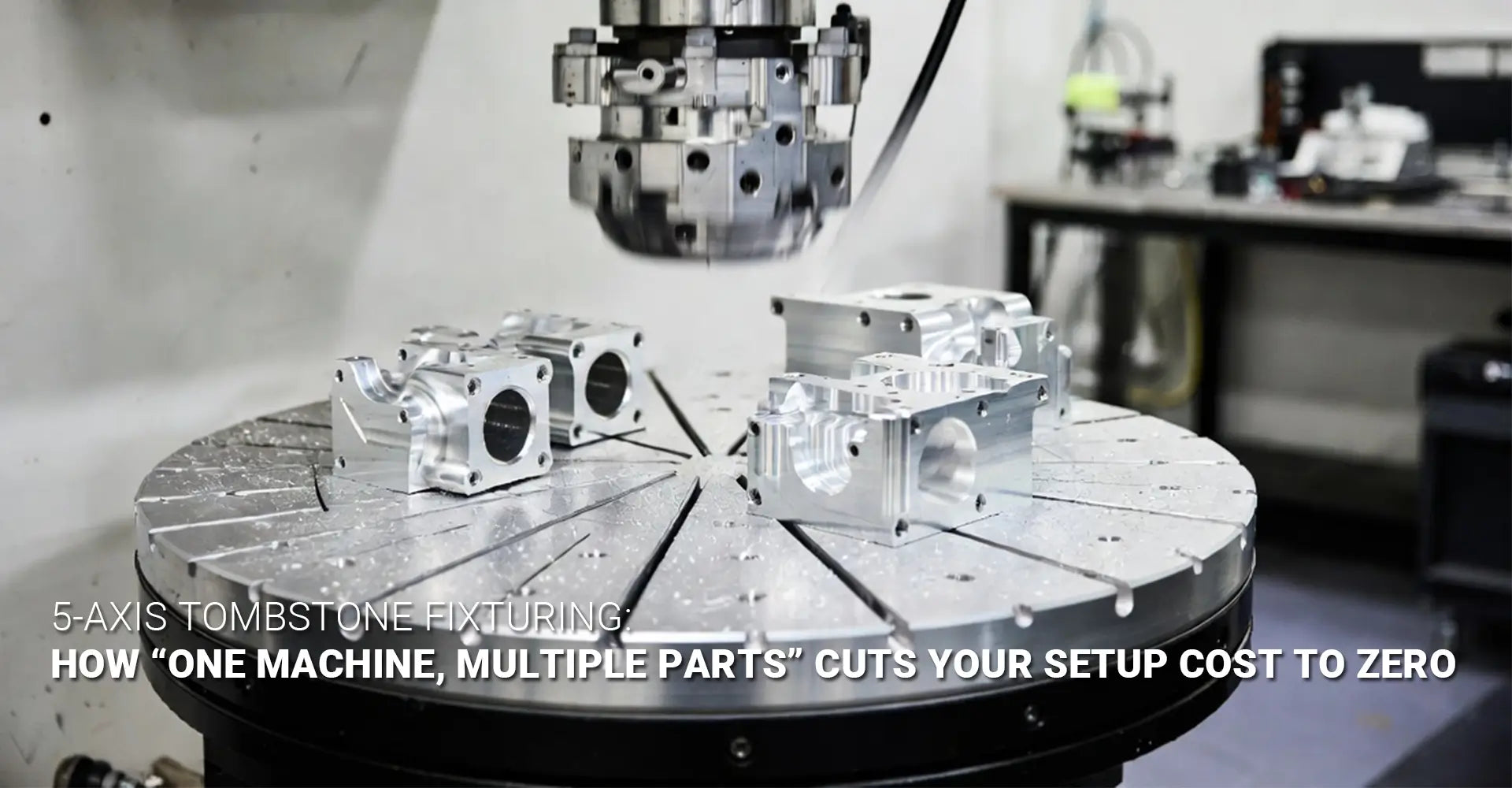
A 5 axis tombstone fixture is a rigid, precision-machined block — usually made from steel or aluminum — that mounts directly to the 5-axis rotary table. It has multiple flat faces (typically four sides, sometimes with two levels per side). Each face holds one or more parts using vises, dowel pins, or threaded clamping holes. The block looks like a small monument — hence the name "tombstone."
Key fact: A standard tombstone can hold 4 sides × up to 5 parts per side = 20 parts total, all loaded in a single clamp cycle that takes the operator approximately 8 to 12 minutes.
Once the tombstone is loaded and the cycle starts, the 5-axis machine does all the work automatically. It indexes (rotates) the rotary table to face 1, machines all parts on that face, then rotates to face 2, and so on. No operator intervention. No re-indicating. No reloading. The machine simply keeps cutting until every part on every face is finished.
This is fundamentally different from standard vise fixturing. With a vise, the operator is part of the production loop — loading, unloading, and re-indicating after every single part. With a tombstone, the operator loads once and walks away. The machine runs for hours unattended. This concept — called multi‑part workholding — is the foundation of everything that follows. It is also why tombstone fixturing is sometimes called gang fixturing 5 axis, because it "gangs" many parts together into one uninterrupted machine cycle.
How Does Tombstone Fixturing Actually Cut Your Per-Part Cost?
Now we get to the numbers. This is where tombstone fixturing proves its value — not in theory, but in real dollars and cents.
The math behind 5 axis production fixturing is simple. Setup cost is fixed. The more parts you spread it across, the smaller the per-part setup charge becomes. A tombstone multiplies the number of parts in each setup — without multiplying the setup time.
Real-World Example: 20-Piece Aluminum Bracket Order
Single-Part Fixturing Tombstone Fixturing (20 parts/load) Setup time 60 min × 20 setups 10 min × 1 setup Setup cost $800 × 20 = $16,000 $850 × 1 = $850 Machining time 10 min/part × 20 = 200 min 10.5 min total per cycle (0.5 min/part indexing overhead) Total cost ~$2,000 ~$900 Per-part cost $100/part $45/part Savings — 55% reduction
That 55% cost reduction is not a marketing claim. It is the result of setup cost amortization — one fixed cost spread across many parts instead of one. And because the machine runs all 20 parts in a single unattended overnight cycle, the supplier's labor cost per part also drops dramatically. Lower labor cost for the supplier means lower pricing passed to you.
Beyond cost, there are two additional benefits worth noting. First, consistency: every part is machined from the same program, in the same fixture, on the same machine — so dimensional repeatability across all 20 parts is extremely high. Second, speed: because the machine runs overnight unattended, your lead time is shorter. The per‑part cost reduction 5 axis approach also enables lights-out production — the machine earns money while the shop sleeps. This is precisely how a supplier can offer batch pricing small runs that rivals what you would expect on an order of 500 pieces.
Is Your Part a Good Candidate for 5 Axis Tombstone Fixturing?
Tombstone fixturing is powerful — but it is not universal. Before your next RFQ, run your part through this quick three-question check.
Not every part benefits equally from a tombstone setup. Part size, geometry, and quantity all influence whether the approach makes economic sense. The good news is that the qualifying criteria are simple and easy to evaluate — even without machining expertise.
3-Question Procurement Checklist:
✅ Question 1 — Size: Does the part fit within a 150mm × 150mm × 150mm envelope (roughly palm-sized or smaller)?
✅ Question 2 — Quantity: Do you need 10 or more identical (or similar) pieces per order?
✅ Question 3 — Geometry: Does the part require 5-axis access — compound angles, undercuts, or features on multiple faces?
If you answered yes to all three — tombstone fixturing will significantly reduce your per-part cost.
This approach is particularly well-suited to high‑mix low‑volume machining scenarios — for example, when you need 10 of Part A, 10 of Part B, and 10 of Part C as part of an assembly. A tombstone can hold different parts on different faces. Face 1 holds Part A, face 2 holds Part B, and so on. The machine runs a complete batch of each part type in one continuous cycle. This is called mixed-part loading, and it is one of the most valuable applications of one‑setup multiple parts workholding strategy.

On the other hand, tombstone fixturing is less suitable in these situations:
- Very large parts that cannot physically fit multiple pieces on the tombstone
- Extreme tolerances (e.g., ±0.002mm or tighter) that require individual part inspection and re-zeroing between pieces
- Single-quantity prototypes where the fixture design cost cannot be justified
For automotive and industrial machinery components — which are typically small-to-medium precision parts ordered in recurring batches — tombstone fixturing is almost always the right call. If your part clears the three-question checklist above, your next step is simply to ask your supplier the right question: "Can this be tombstone fixtured for my quantity?"
Conclusion
Small batches do not have to carry a premium price tag. Setup cost is the real enemy — and tombstone fixturing is the direct answer to that problem.
Here is what you have learned in this article:
- Setup cost is fixed — it punishes low quantities when spread across just one part at a time.
- A tombstone fixture loads 10–20 parts in one clamp cycle, spreading that fixed cost across every part simultaneously.
- The result is up to 55% lower per-part cost — even on a batch of just 20 pieces.
- Mixed-part loading allows different part types on the same tombstone, making it ideal for assembly kits and high-mix orders.
- Lights-out capability means the machine runs overnight unattended, further reducing labor cost per part.
✅ Low Volume 5 Axis Machining — Quick-Reference Checklist
Use this before your next RFQ:
- [ ] Part fits within 150mm × 150mm × 150mm envelope
- [ ] Quantity is 10 or more pieces per order
- [ ] Part requires 5-axis access (multiple faces, compound angles)
- [ ] Ask your supplier: "Can this be tombstone fixtured?"
- [ ] Request a tombstone vs. single-part fixturing price comparison
- [ ] Confirm lights-out / unattended machining capability
- [ ] Ask whether fixture cost is amortized across the first order or charged separately
Bottom line: Never accept a "small batch penalty" price without first asking whether tombstone fixturing is possible. A capable CNC machining service will always explore multi-part fixturing for low-volume orders. The right supplier treats 20 pieces with the same production mindset as 2,000.
External Links & Further Reading
[Low volume 5 axis machining][^1]
[tombstone fixturing 5 axis][^2]
[5 axis production fixturing][^4]
[^1]: A strategic guide on low‑volume CNC production (typically runs under 500 units), explaining that the most expensive element is not machine time but engineering and setup costs, and how fixturing strategies like tombstones and zero‑point systems enable high‑mix production on 5‑axis machines.
[^2]: A product-focused article from *Cutting Tool Engineering* introducing 5th Axis Inc.’s expanded modular tombstone line, featuring RockLock™ quick‑change mechanisms, zero‑point systems, and machinable tombstones designed for high‑mix, low‑volume 5‑axis production across horizontal machining centers.
[^5]: The HDPROTO guide introduces the **setup amortization formula**, breaking it down by part quantity. It includes explicit economic calculations and examples specifically tied to "setup cost amortization" and small-batch pricing in CNC machining.
[^6]: The Best in Parts guide explains how **fixed costs are amortized across batch quantities** and illustrates why small batches have a higher per-unit cost. It offers seven strategies, including how consolidating orders can reduce costs by **20–40%





{kind=link}