How Does SLM 3D Printing Unlock Complex Internal Channels and Thin-Walled Parts?
How Does SLM 3D Printing Unlock Complex Internal Channels & Thin-Walled Parts?

In today's advanced manufacturing landscape, creating parts with intricate internal geometries and ultra-thin walls presents significant challenges for conventional production methods. SLM 3D printing for complex internal channels offers a groundbreaking solution that overcomes traditional limitations. Selective Laser Melting (SLM) technology uses high-powered lasers to selectively melt metal powder layer by layer, building components that were previously impossible to manufacture as single pieces.
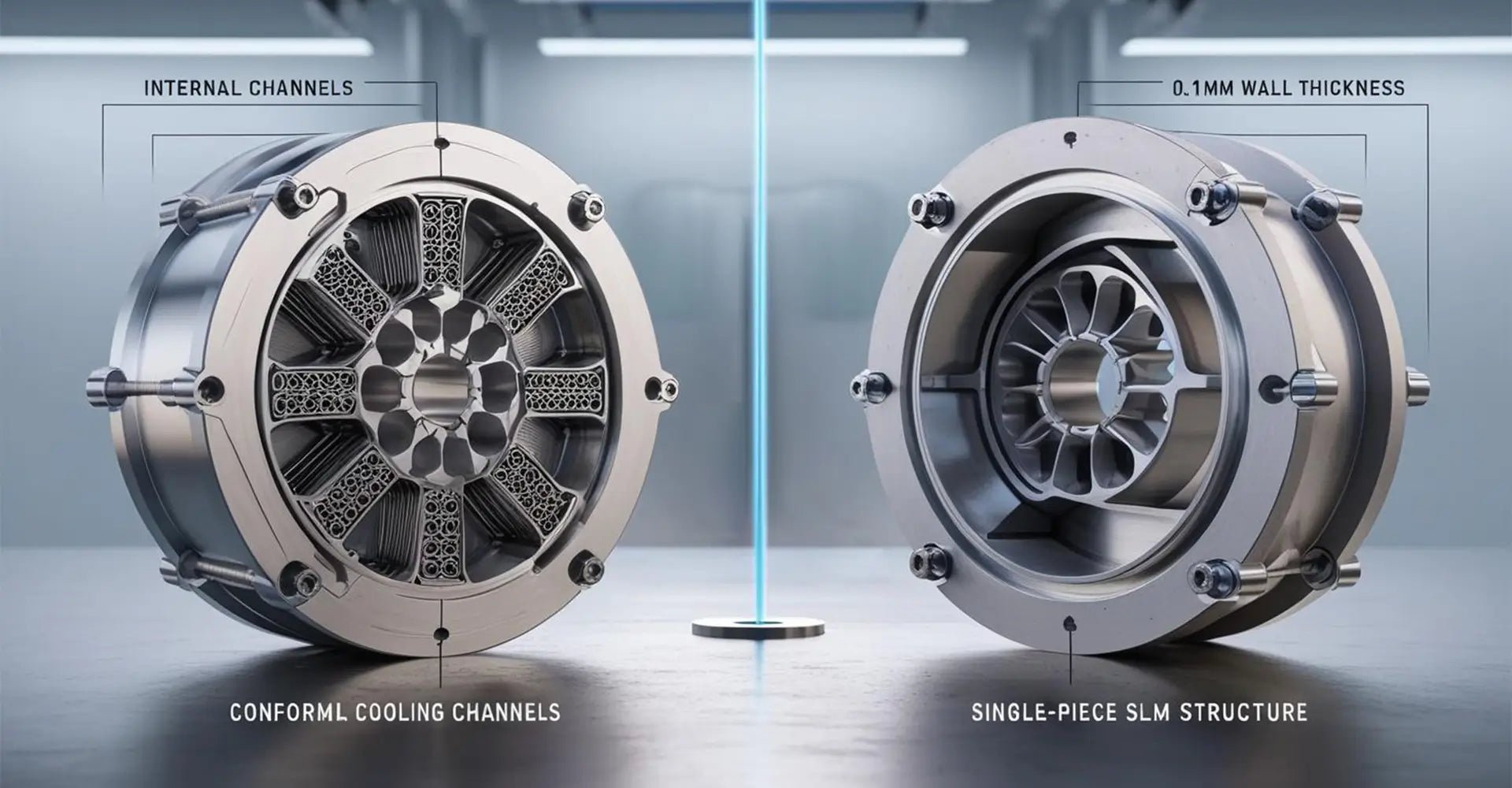
Unlike conventional manufacturing techniques that require tool access to all surfaces, SLM 3D printing enables the creation of enclosed internal channels, honeycomb structures, and walls as thin as 0.1mm with material densities reaching 99%. This capability eliminates multi-step assembly processes, reduces potential failure points, and opens new design possibilities across automotive, aerospace, and medical industries.
While CNC machining services excel at producing parts with tight tolerances from solid blocks of material, they face fundamental physical constraints when dealing with internal features. Understanding the differences between selective laser melting vs CNC machining helps engineers choose the optimal manufacturing approach for complex components.
Table of Contents
- What Physical Limitations Make Internal Channels Challenging in CNC Machining?
- How Do SLM Printers Achieve 0.1mm Wall Thickness with 99% Material Density?
- What Real-World Results Show SLM's Advantage for Complex Components?
- When Does SLM Become More Cost-Effective Than Traditional Manufacturing?
- Which Advanced Materials Perform Best in SLM Applications?
- Conclusion
What Physical Limitations Make Internal Channels Challenging in CNC Machining?
Traditional custom CNC machining faces unavoidable constraints when creating internal features. These limitations stem from the fundamental requirement that cutting tools must physically reach all surfaces to be machined. For internal channels, especially those with complex geometries or deep recesses, tool access becomes increasingly difficult or impossible as the length-to-diameter (L/D) ratio increases.
When an L/D ratio exceeds 10:1, most precision CNC machining services struggle to maintain accuracy due to tool deflection and vibration. Additionally, machining thin walls under 0.5mm becomes problematic as cutting forces induce vibration that compromises structural integrity. These physical constraints often necessitate multi-part assemblies with joints and fasteners that introduce potential failure points.

Consider a hydraulic manifold with internal fluid passages that make 90-degree turns or a heat exchanger with serpentine cooling channels. With CNC machining, these components would require manufacturing as separate pieces then joining them through welding or brazing—introducing potential leak points and increasing production complexity. The physical access requirements of cutting tools simply cannot overcome these geometric limitations, regardless of the machinist's skill level or machine precision.
How Do SLM Printers Achieve 0.1mm Wall Thickness with 99% Material Density?
The remarkable capability for direct manufacturing of thin-walled 3D printed parts through SLM technology stems from precise process parameters calibration. Using a 200W fiber laser with spot sizes as small as 70μm, modern SLM systems can selectively melt powder particles within tightly controlled 30μm layers. This precision allows for incredibly fine feature resolution unattainable through traditional manufacturing methods.
When processing materials like AlSi10Mg—a high-strength aluminum alloy for SLM—these systems achieve near-full density (99%+) while maintaining structural integrity for walls as thin as 0.1mm. Although build rates average around 8hrs/cm³, the unparalleled geometric freedom justifies the processing time for complex components where alternative manufacturing approaches would require multiple parts and assembly operations.

The density achievement relies on sophisticated parameter optimization including laser power, scan speed, hatch spacing, and scan pattern strategies. These parameters are validated through extensive metallurgical testing including optical microscopy, CT scanning, and mechanical testing per ISO/ASTM 52900 certified additive manufacturing protocols. This certification ensures consistent quality across production runs—critical for industries with stringent performance requirements like aerospace and medical devices.
What Real-World Results Show SLM's Advantage for Complex Components?
Heat exchangers represent one of the most compelling applications demonstrating SLM's unique capabilities. In a recent case study, engineers redesigned a conventional heat exchanger using conformal cooling channels in 3D printing technology. The resulting component showcased how SLM can revolutionize thermal management systems through geometries impossible to create with traditional manufacturing methods.
The redesigned heat exchanger incorporated gyroid lattice structures with wall thicknesses of just 0.3mm, achieving a 45% weight reduction compared to its CNC-machined counterpart. Despite the significant material reduction, thermal efficiency reached 90% of the conventional copper heat exchanger's performance—an impressive achievement considering the aluminum alloy's inherently lower thermal conductivity.
What makes this performance particularly remarkable is how the SLM-built exchanger's complex internal channel design compensates for material property differences. The gyroid structure maximizes surface area while maintaining optimal fluid flow dynamics—something impossible to achieve with conventional manufacturing techniques. Additionally, the single-piece construction eliminates internal joints that typically create thermal resistance and potential failure points in assembled heat exchangers, resulting in more reliable long-term performance in demanding operating environments.
When Does SLM Become More Cost-Effective Than Traditional Manufacturing?
Cost analysis between manufacturing techniques requires evaluating multiple factors including material costs, processing time, equipment amortization, and part complexity. For simple geometries produced in high volumes, conventional manufacturing typically maintains a cost advantage. However, as part complexity increases—particularly for components with internal features—SLM's economic equation shifts favorably.
For low-volume production of complex components like automotive fluid control manifolds or aerospace brackets, SLM demonstrates up to 60% cost savings compared to multi-step conventional manufacturing. This advantage stems from eliminating assembly operations, reducing material waste, and consolidating multiple components. When comparing titanium aerospace brackets, SLM production costs approximately $220/kg versus $550/kg for CNC machining.
The economic crossover point depends heavily on part geometry complexity. For highly complex parts with internal channels, thin walls, or lattice structures, SLM becomes cost-competitive at volumes under 500 units. As complexity decreases, this breakeven point shifts toward lower quantities. Additionally, the "hidden" costs of conventional manufacturing—including tooling design, fixture creation, and assembly operations—often go uncounted in simple per-part calculations but significantly impact total production expenses. When these factors are properly accounted for, SLM's economic advantage for complex components becomes even more pronounced.
Which Advanced Materials Perform Best in SLM Applications?
Material selection for SLM applications depends heavily on the intended operating environment and performance requirements. While numerous alloys have been validated for SLM processing, certain materials demonstrate particularly impressive results in specific application domains. Understanding the performance characteristics of these materials helps engineers make optimal material selections for their SLM-manufactured components.
AlSi10Mg aluminum alloy excels in automotive applications where lightweight, moderate-strength components with good thermal conductivity are required. For aerospace applications, Ti6Al4V titanium alloy provides exceptional strength-to-weight ratio and corrosion resistance. In extreme high-temperature environments like energy production, Inconel 718 delivers outstanding performance with operating temperatures up to 700°C while maintaining structural integrity.
Beyond material selection, topology-optimized 3D printed components can further enhance performance characteristics. By applying computational optimization algorithms to material distribution, engineers can design parts that maximize strength while minimizing weight—an approach particularly valuable for aerospace and high-performance automotive applications. These optimized designs, impossible to produce through conventional manufacturing, showcase SLM's unique ability to create geometries where material is placed precisely where needed for structural performance, while being removed where unnecessary.
Conclusion
SLM 3D printing technology fundamentally changes what's possible in manufacturing complex components with internal channels and thin walls. By eliminating the physical constraints that limit conventional manufacturing techniques, SLM enables engineers to design parts based on optimal performance rather than manufacturing limitations. From intricate heat exchangers to lightweight structural components, SLM delivers capabilities that were previously unattainable, opening new possibilities across industries where performance, weight, and component integration are critical factors.
The ability to create complex internal geometries, achieve thin walls down to 0.1mm, and produce near-fully dense metal parts in a single manufacturing operation represents a significant advancement for industries demanding high-performance components. As SLM technology continues to mature with expanded material options, improved process control, and more competitive economics, its adoption for complex component manufacturing will continue to accelerate.
External Resources
[SLM 3D printing for complex internal channels][^1]
[Direct manufacturing of thin-walled 3D printed parts][^2]
[Selective laser melting vs CNC machining][^3]
[Conformal cooling channels in 3D printing][^4]
[High-strength aluminum alloys for SLM][^5]
[Topology-optimized 3D printed components][^6]
[ISO/ASTM 52900 certified additive manufacturing][^7]
[custom cnc machining][^8]
[precision cnc machining services][^9]
---
[^1]: Explore this link to understand how SLM 3D printing can revolutionize the design and manufacturing of intricate internal structures.
[^2]: Discover the techniques and advantages of direct manufacturing in 3D printing, especially for lightweight applications.
[^3]: Learn about the key differences and applications of SLM and CNC machining to make informed manufacturing decisions.
[^4]: Explore this link to understand how conformal cooling channels enhance the efficiency and quality of 3D printed parts.
[^5]: Discover the advantages of using high-strength aluminum alloys in Selective Laser Melting (SLM) for improved performance.
[^6]: Learn how topology optimization can lead to lighter, stronger, and more efficient 3D printed designs.
[^7]: Explore this link to understand the standards and benefits of ISO/ASTM 52900 certification in additive manufacturing.
[^8]: Discover how custom CNC machining can enhance production efficiency and product quality for your projects.
[^9]: Learn about precision CNC machining services and how they can meet high-quality manufacturing needs across industries.





{kind=link}