Multi Axis CNC Machining: Still Building Custom Fixtures for Angled Holes? Here's Why 5-Axis Is the Smarter Move
Multi Axis CNC Machining: Still Building Custom Fixtures for Angled Holes? Here's Why 5-Axis Is the Smarter Move
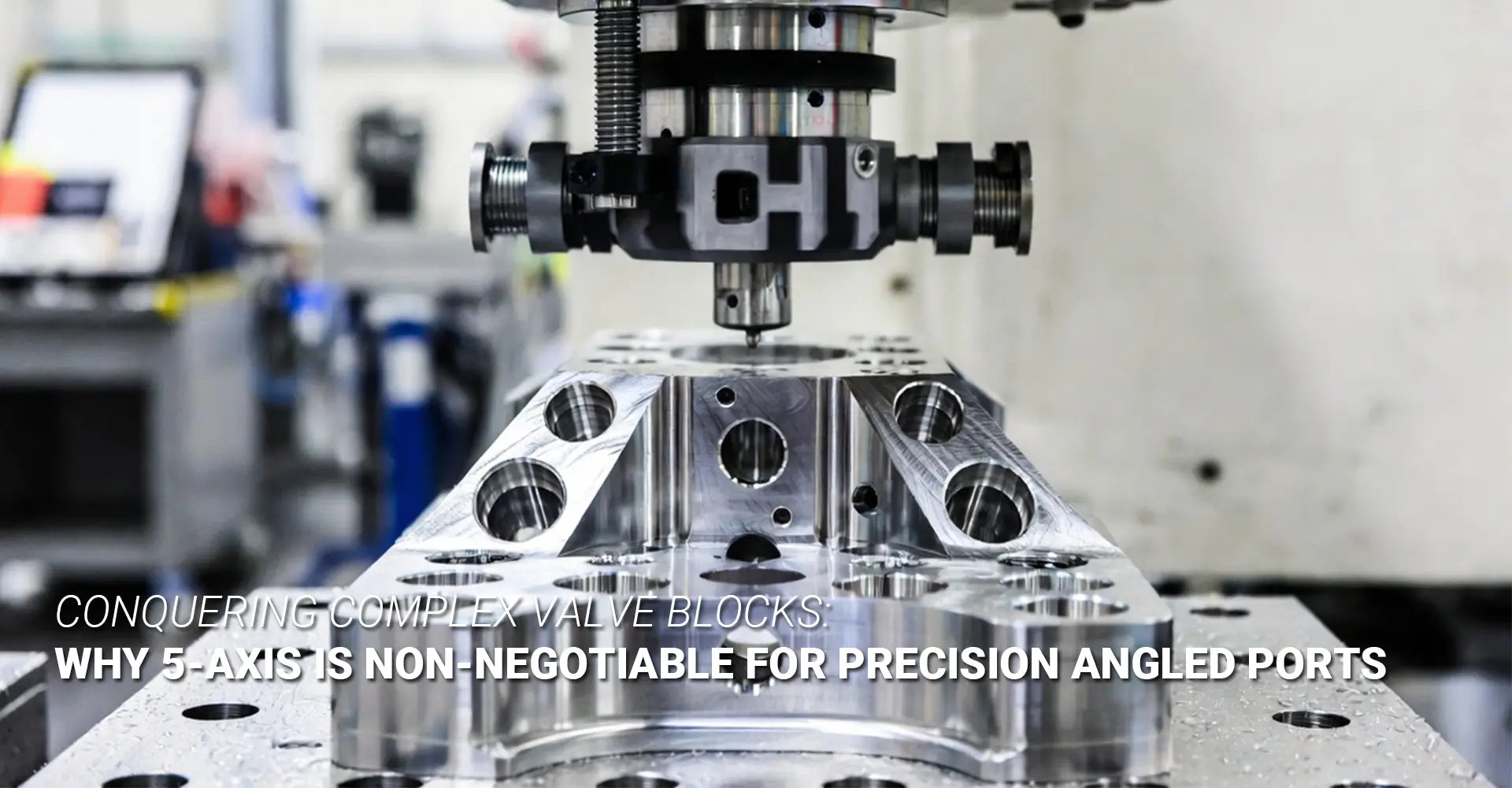
![5-axis CNC machine cutting a complex valve block with multiple compound-angle ports]](https://cdn.shopify.com/s/files/1/0915/0434/5380/files/5-axis_CNC_machine_cutting_a_complex_valve_block_with_multiple_compound-angle_ports.webp?v=1771989428)
If you've ever watched a machinist spend 45 minutes manually indicating a part just to drill two angled holes — you already know the pain. Custom fixtures pile up on shelves. Setups take longer than the actual cutting. And every time a different operator touches the job, the outcome changes slightly. Sound familiar? This problem is everywhere in precision shops. But it doesn't have to be. Multi axis CNC machining — and specifically 5-axis technology — was built to solve exactly this kind of challenge. In this article, we break down exactly why shops are switching, what the real differences are, and whether it makes sense for your work.
Quick Answer: What You Need to Know Right Now
- 5-axis CNC machining removes the need for custom angled fixtures entirely.
- It cuts setups from six or more down to just one.
- True position on compound-angle holes is held with micron-level repeatability.
- 3+2 positional machining handles most angled hole drilling — no simultaneous motion needed.
- Modern CAM software automates angle calculations — programming is not as hard as it looks.
- Valve body and hydraulic manifold work especially benefits from 5-axis technology.
So where does the real time go in your shop? And what exactly happens when you move to 5-axis? Let's walk through each piece of the puzzle — from the hidden cost of manual work, to the technical differences between machining modes, to real application examples. By the end, you'll know exactly whether this move is right for you.
Table of Contents
- Is Manual Setup Actually Costing You More Than You Think?
- What Is the Real Difference Between 3+2 and Simultaneous 5-Axis Machining?
- Why Do Valve Body and Hydraulic Manifold Machining Demand 5-Axis?
- Can One Setup Really Replace Six — and Is 5-Axis Programming as Hard as It Looks?
- Conclusion
Is Manual Setup Actually Costing You More Than You Think?
Most shops track cycle time. Very few track setup time at the same level of detail. That's a problem. Because for many complex parts — especially those with angled features — setup time equals or exceeds cutting time. Every minute the spindle is not turning is a minute of machine investment going to waste. And manual setup elimination is one of the fastest ways to recover that lost productivity. Yet many shops still accept this as 'just part of the process.'
The Hidden Costs of Manual Setup
- Machine idle time during indicating and angle setup.
- Custom fixture design and fabrication lead time (often days).
- Risk of human error each time an operator sets up the part.
- Multiple inspection cycles to verify position before cutting.
- Scrap and rework when manual setups drift between operators.
- Storage space consumed by a growing 'fixture graveyard.

The deeper issue is variability. When one skilled operator sets up a job perfectly but the next one uses a slightly different indicating approach, you get slightly different results. Over a production run, that variability accumulates. Scrap rates climb. Rework loops pile up. Delivery schedules slip. And the root cause never shows up on the job card — because it's listed as 'setup time,' not 'waste.' The CNC machining services that lead in precision today are the ones that have systematically removed operator-dependent variables from the process. 5-axis machining does that by transferring the angular positioning responsibility from the operator to the machine — consistently, every time.
What Is the Real Difference Between 3+2 and Simultaneous 5-Axis Machining?
One of the biggest sources of confusion in the industry is the difference between 3+2 machining vs 5 axis simultaneous mode. Many buyers assume that '5-axis' means all five axes are always moving at once. That's not true — and understanding this distinction helps you pick the right machine for your actual work without overpaying.
|
3+2 vs Simultaneous 5-Axis: The Key Differences |
|
✔ 3+2 (Positional): Machine rotates A and B axes to the required angle, locks them, then machines in 3-axis mode. |
|
✔ Simultaneous 5-Axis: All five axes move continuously during cutting — used for complex contours and undercuts. |
|
✔ For angled hole drilling, 3+2 is almost always sufficient and simpler to program. |
|
✔ Simultaneous 5-axis adds real value for turbine blades, complex sculpted surfaces, and undercut features. |
|
✔ Both modes require the same machine hardware — the difference is in how you use it. |
For most shops doing compound angle machining on prismatic parts — valve blocks, manifolds, structural brackets — 3+2 machining covers the vast majority of requirements. The machine tilts to the right angle, locks those rotary axes, and then drills or mills as if it were a standard 3-axis machine. The result is predictable, easy to program, and highly accurate. True simultaneous 5 axis motion is reserved for parts where the tool path must follow a continuously changing surface normal — like aerospace impellers or medical implant surfaces. For industrial machinery components, 3+2 is typically the right tool for the job. Knowing this prevents shops from over-investing in capability they don't yet need.
Why Do Valve Body and Hydraulic Manifold Machining Demand 5-Axis?
Not all parts feel the benefit of 5-axis equally. But valve body machining and hydraulic manifold machining are perhaps the clearest argument for why manual setups simply cannot compete. These parts are defined by one brutal challenge: multiple angled ports that must intersect precisely, seal perfectly, and maintain flow integrity under high pressure — all in a single block of material.
|
Why Valve Bodies and Hydraulic Manifolds Are the Hardest Drilling Challenge |
|
✔ Angled ports must meet at exact intersections — even small errors cause leak paths. |
|
✔ Drill 'walking' on angled entry surfaces ruins seal faces and perpendicularity. |
|
✔ Cross-drilled passages create stress risers if not intersected cleanly. |
|
✔ Multiple faces require access — traditionally needing 4–6 separate setups. |
|
✔ Tolerance on true position is often ±0.02 mm or tighter. |
|
✔ Any rework of an intersecting passage typically scraps the entire block. |

The specific problem with angled hole drilling in these parts is drill walking. When a drill meets a surface at an angle, the tip deflects toward the low side before it engages. This pulls the hole off-axis, mispositions the intersection with crossing passages, and damages the sealing surface. With 5-axis, the machine rotates the part so the spindle is perpendicular to every hole entry surface — exactly as if it were a flat face. The drill enters cleanly. Position and perpendicularity are held to print. Cross-drilled intersections meet cleanly without stress risers. For rapid prototyping of fluid control components, this level of first-part accuracy is what separates a successful prototype run from an expensive scrap pile.
Can One Setup Really Replace Six — and Is 5-Axis Programming as Hard as It Looks?
Here's the number that makes shop owners pay attention: reducing setups CNC from six to one doesn't just save setup time — it multiplies precision. Every time you re-fixture a part, you introduce re-referencing error. Six setups means six chances for cumulative positional error. One setup means the datum never changes. All features relate back to the same coordinate system. That's not just faster — it's more accurate.
|
One Setup, Six Faces: How the Math Works |
|
✔ Traditional approach: 6 setups × 30 min average = 3 hrs of non-cutting machine time per part. |
|
✔ 5-axis tombstone approach: 1 setup, all faces accessible = setup time reduced by 70–85%. |
|
✔ Each re-fixturing adds ±0.01–0.05 mm re-referencing error — eliminated with single setup. |
|
✔ Modern CAM (Mastercam, Fusion 360, Hypermill) auto-calculates 3+2 drilling angles. |
|
✔ Programming time difference vs. 3-axis for most hole-making operations: minimal. |
|
✔ Simulation tools catch collisions before the machine moves — programs with confidence. |
The tombstone setup is the practical heart of this workflow. A tombstone is a tall, multi-face fixture block that holds one or more parts. The 5-axis machine rotates around it, presenting each face to the spindle in sequence — all in a single program. Combined with modular vise systems, a single operator can load parts, press cycle start, and let the machine work through all faces without intervention. The fear that 5-axis programming is too complex is largely outdated. Modern CAM software includes dedicated 3+2 drilling cycles where programmers simply define hole locations on any face and the software calculates every required rotation automatically. Simulation engines then verify tool paths for collisions before a single chip is cut. For automotive components with tight tolerances and complex geometry, this combination of tombstone loading and CAM automation is now standard practice — not a specialist skill.
Frequently Asked Questions
|
Q: I've managed angled holes for years with sine plates and manual indexing. Why should I change? |
|
A: Because those methods cost you money in ways that don't appear on the job card. Every manual indication cycle is spindle-idle time. Every custom fixture is fabrication cost and storage overhead. 5-axis machining performs those angular moves automatically — with micron-level repeatability — turning setup time into cutting time and removing the operator-skill variable from precision work. |
|
Q: Is 5-axis machining overkill for parts with only one or two angled holes? |
|
A: It depends on your part mix. For a single angled hole, a tilting rotary table (3+2) on a 3-axis machine is efficient and cost-effective. For simultaneous 5-axis, ROI improves with part complexity. However, in a job shop environment where the next job may be far more demanding, having 5-axis capability available for any part is a competitive advantage — not overkill. |
|
Q: What metals and plastics work best with 5-axis machining? |
|
A: 5-axis machines handle the full range of materials used in precision work — aluminum, stainless steel, titanium, tool steel, brass, and engineering plastics. The machining strategy (speeds, feeds, toolpath type) changes by material, but the setup advantages are universal. For a full overview of compatible materials, see our guide to CNC metals and plastics. |
Conclusion
The case for multi axis CNC machining in precision work is no longer about future technology — it's about removing waste that already exists in your process today. Manual indicating, dedicated fixtures, six-setup workflows, and operator-dependent accuracy are not unavoidable realities. They are problems with a known, proven solution.
Here is a quick 5-Axis Readiness Checklist to assess whether it's time to make the move:
- You regularly machine parts with two or more angled features on different faces.
- Your current workflow requires four or more setups per part.
- You have a shelf of custom fixtures that each took days to design and build.
- Scrap or rework from angular features appears on your quality reports.
- Your customers demand tight true-position tolerances on compound-angle holes
If three or more of those apply, the ROI conversation for 5-axis is worth having. For shops producing precision CNC-machined metals and plastics, the efficiency gains from a single-setup workflow typically recover machine investment far faster than most operators expect.
The machine becomes the fixture. The program becomes the setup. And your operators become the people loading parts and inspecting results — not spending half a shift manually coaxing a block into position.
Recommended External Resources
For further reading and technical reference on 5-axis machining and related standards:
• SME (Society of Manufacturing Engineers) — CNC and Machining Resources
• ASME Y14.5 — Geometric Dimensioning and Tolerancing (True Position Standard)
• Mastercam — 5-Axis CAM Programming Documentation
• Autodesk Fusion 360 — 5-Axis Toolpath Guide
• Hypermill by Open Mind — Advanced 5-Axis CAM Strategies
[Multi axis CNC machining] [^1]
[compound angle machining][^2]
[3+2 machining vs 5 axis][^4]
[angled hole drilling][^5]
[^1]. A comprehensive guide explaining multi-axis CNC machining from 3-axis to 6-axis configurations, detailing how additional rotational axes enhance precision and flexibility for complex prototyping and production projects.
[^2]. An expert technical resource on utilizing 5-axis CNC technology for aerospace manufacturing, specifically focusing on how multi-angle precision and tool orientation optimization solve the challenges of machining complex compound angles and thin-walled components.
[^3]. An advanced technical guide explaining 5-axis simultaneous contouring, a process where all five axes move at once to create intricate geometries and complex curves with superior surface finishes in a single setup.
[^4]. A detailed comparison between 3+2 positional machining and simultaneous 5-axis machining, highlighting the differences in tool movement, setup efficiency, and the ideal applications for each method in modern CNC manufacturing.
[^5]. A comprehensive technical guide to mastering CNC drilling, detailing how specific drill geometries and performance factors like point angles and web thickness are critical for achieving precision in challenging applications such as angled hole drilling.
[^6]. A comprehensive technical guide to mastering CNC drilling, detailing how specific drill geometries and performance factors like point angles and web thickness are critical for achieving precision in challenging applications such as angled hole drilling.





{kind=link}